




proper drilling & threading
HI! Folks I have come across several cases here in the forum for drilling and threading the various parts of the air rifles. My suggestion is that since many people are using hand drills to drill the hole before tapping -this will surely result in a eccentric hole – look up the chart use the recomended size drill for use with a hand reamer of the actual diameter – drill – ream a perfect round accurate hole for threading a screw which will not slip easliy and tighten to more torque compared to a simple drill and tap process 😉
All Replies
Viewing 10 replies - 1 through 10 (of 10 total)
Machinist, you are absolutely right; with thin metals like sheet, you are basically on the other side as soon as you start a hole, so these will grab fiercely when the bit exits. I rarely worked with sheetmetal; most of my experience is with fairly heavy stock in fabrication.
aloha,
walt
The cost isn’t really the issue. I just don’t like looking at every facet of life as having little tags on it with a dollar sign attached. What can some guy in a machine shop do that I can’t? I take pride in my work, same as he does. And I take the time to train myself and know my work and figure out what I need to when taking on a new project or new materials. This process never stops, ever. If you accept what people give you, then fine…. that’s just not my style. EVERYTHING made is a compromise; shortcuts taken to make it easier to manufacture, cheaper to make, more pleasing aesthetically; whatever. I see room for improvement everywhere I look; but who is going to do those improvements? Will you take everything you see to someone else and ask them to modify it to make it better? Granted, I can’t afford the time to address every shortcoming I see around me. But for the things that are important to me; my tools, my guns, my hunting; ahhh, there are lots of things to be done to improve those tools. And I do them; not hire out to someone else to do it for me. Just as I dress all the animals I shoot, and not give the task over to someone else just because it’s messy. It’s a matter of personal pride and self reliance. It’s how we grow personally.
walt
Walt you my freind are much more tallented than I.. 😉
I will disagreed about one thing, drilling a large hole with a hand drill, If you punch it, and drill a smaller hole,then next try and drill with a larger bit, the bit is going to hang and twist your wrist or arm,depending on how big the drill motor is, with the smaller hole the bit tries to grab and drill to fast, it actually pulls its self into the work piece. One is much better to go ahead and start with the big drill, and those funny 5 sided holes..yup..when drilling thin material your going to get them..no matter what, I usually end up having to write a small program and machining the holes on my cnc so they come out round. 😉
I tend to think for around $10.00 @ that type of work is a very Good Deal 😀
Sam
There ya go. Machining with a large heavy machine is time consuming, costly, and requires a lot of skill. If you have a steady hand and good eyesight, and take the time to set up the work properly you will do just fine with a hand drill for small jobs. Before I bought expensive tooling and drill presses or mills or lathes I did everything on the concrete driveway of my dad’s house with a hand drill sitting on the ground and holding things with my feet. Still got the callouses on my ankles to prove it. The holes came out fine. Just use a sharp drill and plenty of lubrication. You MUST center punch a dimple to start the hole in the proper place.
Steel should be drilled relative to the amount of coolant you have. If you can keep the bit cool with some oil or cutting fluid, speed up. Aluminum should be drilled as fast as your drill can go. Use WD40 for a lubricant. Moderate feed. DON’T drill at at one go; you drill, then back off and clear chips; then go again, 1/8″ at a time. Stainless is drilled slow with lots of oil/coolant. Keep going, don’t clear chips unless it’s a deep hole. Use heavy feed rate (lots of pressure on the drill). Feed rate is determined by a characteristic of the metal known as work hardening, which makes it harder for the drill bit to bite due to the molecules getting packed closer and forming stronger bonds as you make successive passes with the rotating bit. The most difficult part of drilling is the exit, if you are drilling all the way through. On a press the work needs to be clamped down tightly. If drilling by hand, you have to be very careful. The bit will grab the entire piece as it exits and try to spin it. With a small bit it’s fine, if you have a sharp bit it will just cut its way out. With larger bits it may grab the entire workpiece and you need to be careful and expect this. On larger pieces I would just file the hole out by using small files rather than risk injury.
Don’t drill large holes with large bits. Use a small bit to start and drill the hole out with successive increases in bit size. Yes, this takes much longer; but if you are drilling by hand, you will find this is the ONLY way to make a round hole. Trying to drill a large hole at one go with a single large bit is nearly impossible, you’ll get a weird hole with sort of 5 minor corners in it. It won’t be round.
If you have a drill press you can tap accurately. Hand tapping is fine if you are well coordinated. But to start a tap accurately, drill the hole with your press, then without moving anything take the bit out, and chuck up the tap. Bring it down into the hole gently and turn the chuck by hand and get it going a few turns until it’s biting well. Remember to feed the press down slowly as you turn the chuck by hand. Then release the chuck and put the T wrench on it. If it is a small hole you can do the entire tapping with the chuck by hand. DON’T use oil, it may cause your tap to freeze, then break. I use WD40 and it works fine. You MUST use some sort of lubricant, old timers used to use lard (animal fat).
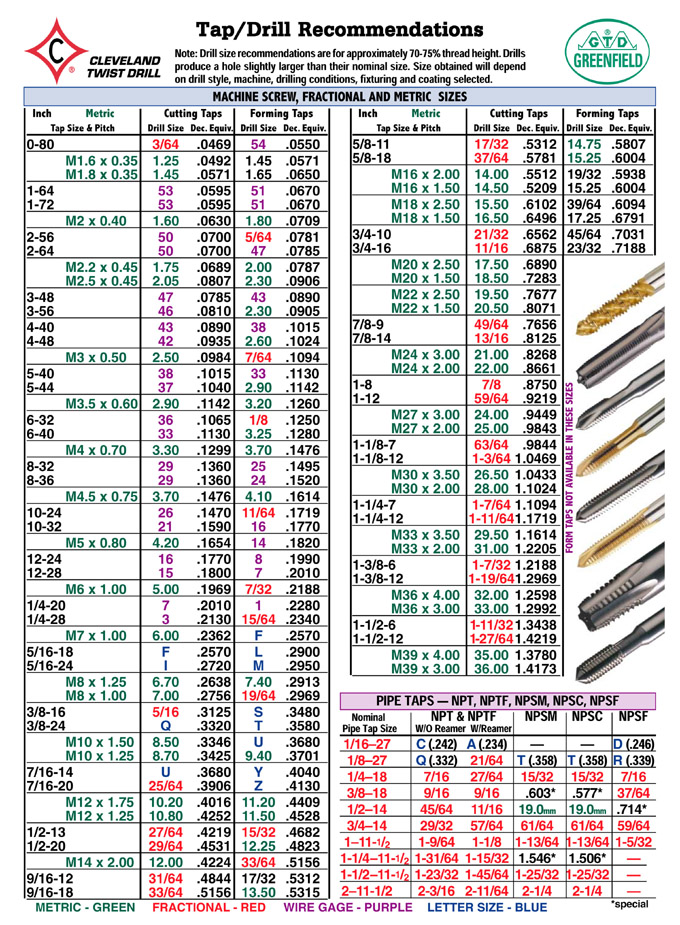
It’s not as mysterious as it sounds. Give it a go. The tables WOK provided are good, you can follow them or you can just hold the tap up against the drill and see how much metal they will remove compared to the bottoms of the V thread you want to have left. I always just held up the drill against the tap when trying to find the right one, too lazy to look it up. Besides, notice that each table is different. The common tables will leave you with a flat topped thread, with 75% of the thread remaining, not a full V thread… this is the Unified National thread that the US has converted to after the war. If your application requires maximum strength, use a full V thread. The UN threads are just for convenience’s sake so the threads can be sloppy on the bottoms and still work fine. Buy a nice tap and die set, it will pay for itself many times over. Take good care of it. Do NOT buy the carbide sets, buy a High Speed Steel set (HSS). If you break off a carbide tap in a hole it will be impossible to get out. If you break off a HSS tap, you can drill it with a carbide tipped drill and get it out.
walt
Take it to someone who has the right shit to start with..anytime you try to cut corners and save a few nickles you usually end up with a more expensive fuck up that if you took it somewhere and got it done right to start with.. 😉
There is no telling how many hundreds of broken taps I have removed in my life time…I usually charge about $10.00 to drill and tap a hole, most of that charge is actually set up time..figuring out how to hold the part, then running a dial idicatior all over it to make sure its zeroed..the drilling and tapping..about 2 minutes..
On the other hand, when some dumbass brings in a part with broken tap he tried to do with vise grips and a hand drill..its usually $45-$60 dollars..I generally end up drilling the tap out with a carbide drill, then if its too tore up I either have to go up to the next size tap, or weld up the part and re drill it..
Removing a broken tap from aluminium is easy. Battery acid. Eats away on the steal but leaves aluminium intact!
Regards,
Marc
Where can one find on the internet the chart for correct drill and ream, for common taps?
Would it be cost effective to buy the tools to tap a screw or have a machinist do it correctly? If I bought the tools, would probably use them only once?
Taps are very very fragile? The small ones.
Ever try to remove a broken Tap? I have……………..!
cost of tools, verses labor for machinist job? 😕 To maybe remove a broken Tap?
Sam 8)
Viewing 10 replies - 1 through 10 (of 10 total)
- You must be logged in to reply to this topic.
Ever try to remove a broken Tap? I have……………..! Sam 8)
HI! Yes the fragile ones break pretty easily if you exert too much force 😉
Well one of the major reasons for the tap to break is that it “bottoms out” and you are still trying to screw it in and since it has nowhere to go it will break. One good way to avoid this is to mark your max depth on the tap so that you know when to stop. Use a lube while tapping and I only hand tap all precision jobs – no machines works pretty well.
Another important trick is that for short holes use “bottoming taps” – taps which are specially made to thread short blind holes where normal taps cannot do a proper threading.
My Trick: cut a normal tap -remoove the loong taper part and using a grinder just lightly grind the cut end so that it will slip into the hole and catch and you should be good!
Out of the two tapping handles for manual use the small one hand T handle is to be avoided and the comparitvley larger two hand handle is good . Clamp your job securely , rough tap , clean remove metal filing, finish tap and you should be done.